

023-6591 0080
134-3605-8418
023-6591 0080
134-3605-8418

手机号码:134-3605-8418
座机号码:023-65910080
公司邮箱:kunenadmin@cqkunen.com
公司网址:www.cqkunen.com.cn
地址:重庆市沙坪坝区凤集路28号6幢
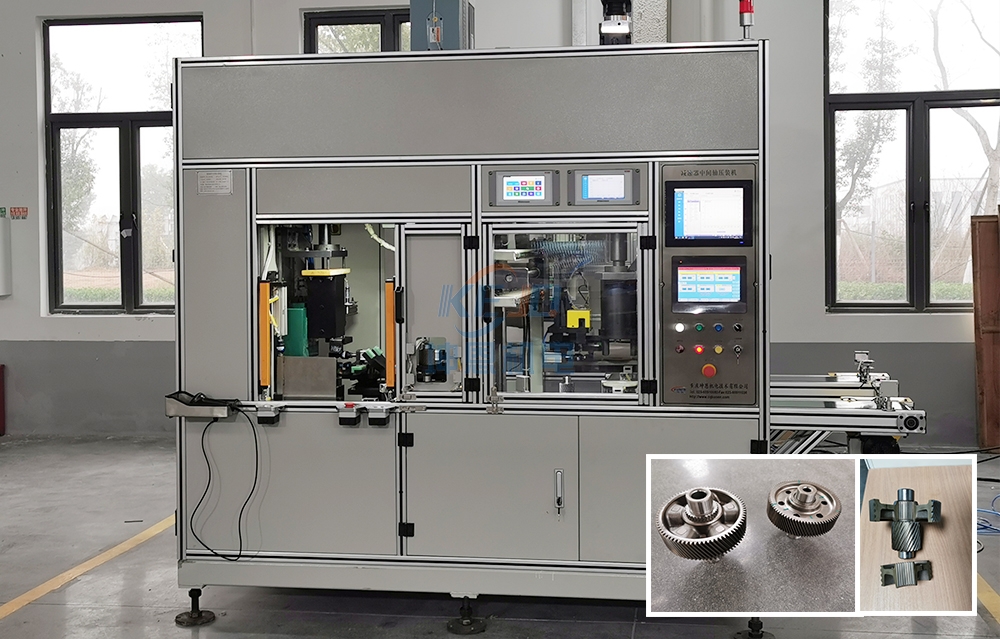
伺服压装机特性。
压力控制中,扫除保送误差后:用测压控制造为反应元件停止负载感应,该安装每秒可有效控制压力1200次,保证压力值在误差不超越1%的范围内,从而保证消费过程中压机精度稳定,以抑止产品毛刺产生,预防不良产品的产生。
能够自订、贮存、启动压装程序100套:三种常用压装方式可供选择,满足您不同的工艺请求;
采用外接口与计算机相连,使压装数据存入计算机,保证了产品加工数据的可追溯性,便于消费质量控制管理;
因机械自身具有精细压力和位移控制功用,故无需另加硬限位,加工不同规格产品时,仅需调用不同的压装程序,即可便当地完成一机多用、灵敏组合。

导致伺服压装机流量不稳定的原因分析
大家都知道在伺服压装机上,调理流量快慢是需求预先装置一个节流阀,但是节流阀调整好了还是会呈现流量不稳定的现象,普通来讲,流量不稳定主要缘由是节流口的部位呈现梗塞或是锁紧安装呈现松动,油温过高或是负载压力变化大都会惹起不稳定。
伺服压装机的油液没有经过过滤,里面的杂质会在节流通道的管壁上堆积粘附,形成通流面积减少,执行元件的速度也会减慢,梗塞后会形成断流,一旦杂质或污物被冲走,也会形成突跳现象。
压力油经过节流缝隙的时分会产生压力损失,使得智能伺服压装机油温部分升高,油液氧化发作蜕变,在节流口的部位析出胶质、碳渣或沥青等杂物,在节流口的管壁上附着,减少流通面积,以至将有效的流体道路都梗塞。
由于伺服压装机震动或其他缘由,使得节流阀调整锁紧后,锁紧螺栓呈现松动,调理杆在支撑套上也松动,改动了节流阀的开度惹起了流量的变化。
伺服压装机节流阀阀芯采用间隙密封,必然存在一定的走漏量,因磨损使得配合间隙增大,走漏量也随之增加,特别是小流量的时分,直接影响了流量的稳定性。
手机号码:134-3605-8418
座机号码:023-65910080
公司邮箱:kunenadmin@cqkunen.com
地址:重庆市沙坪坝区凤集路28号6幢
声明:本站部分内容图片来源于互联网,如有侵权要时间联系管理员删除,谢谢!





 渝公网安备 50009802000963号
渝公网安备 50009802000963号